图4.7.5
t1-碳化焰对准钢筋接缝处集中加热时间;F1-一次加压,预压;t2-中性焰往复宽幅加热时间;
F2-二次加压、接缝密合;t1+t2-根据钢筋直径和火焰热功率而定;F3-三次加压、镦粗成型
4.7 钢筋气压焊
4.7.1 气压焊可用于钢筋在垂直位置、水平位置或倾斜位置的对接焊接。
4.7.2 气压焊按加热温度和工艺方法的不同,可分为固态气压焊和熔态气压焊两种,施工单位应根据设备等情况选择采用。
4.7.3 气压焊按加热火焰所用燃料气体的不同,可分为氧乙炔气压焊和氧液化石油气气压焊两种。氧液化石油气火焰的加热温度稍低,施工单位应根据具体情况选用。
4.7.4 气压焊设备应符合下列规定:
1 供气装置应包括氧气瓶、溶解乙炔气瓶或液化石油气瓶、减压器及胶管等;溶解乙炔气瓶或液化石油气瓶出口处应安装干式回火防止器;
2 焊接夹具应能夹紧钢筋,当钢筋承受最大的轴向压力时,钢筋与夹头之间不得产生相对滑移;应便于钢筋的安装定位,并在施焊过程中保持刚度;动夹头应与定夹头同心,并且当不同直径钢筋焊接时,亦应保持同心;动夹头的位移应大于或等于现场最大直径钢筋焊接时所需要的压缩长度;
3 采用半自动钢筋固态气压焊或半自动钢筋熔态气压焊时,应增加电动加压装置、带有加压控制开关的多嘴环管加热器,采用固态气压焊时,宜增加带有陶瓷切割片的钢筋常温直角切断机;
4 当采用氧液化石油气火焰进行加热焊接时,应配备梅花状喷嘴的多嘴环管加热器。
4.7.5 采用固态气压焊时,其焊接工艺应符合下列规定:
1 焊前钢筋端面应切平、打磨,使其露出金属光泽,钢筋安装夹牢,预压顶紧后,两钢筋端面局部间隙不得大于3mm;
2 气压焊加热开始至钢筋端面密合前,应采用碳化焰集中加热;钢筋端面密合后可采用中性焰宽幅加热;钢筋端面合适加热温度应为1150℃~1250℃;钢筋镦粗区表面的加热温度应稍高于该温度,并随钢筋直径增大而适当提高;
3 气压焊顶压时,对钢筋施加的顶压力应为30MPa~40MPa;
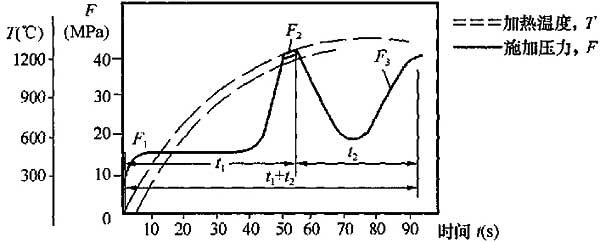
4 三次加压法的工艺过程应包括:预压、密合和成型3个阶段(图4.7.5);
5 当采用半自动钢筋固态气压焊时,应使用钢筋常温直角切断机断料,两钢筋端面间隙应控制在1mm~2mm,钢筋端面应平滑,可直接焊接。
图4.7.5
![]() 25mm钢筋三次加压法焊接工艺过程图示
25mm钢筋三次加压法焊接工艺过程图示
t1-碳化焰对准钢筋接缝处集中加热时间;F1-一次加压,预压;t2-中性焰往复宽幅加热时间;
F2-二次加压、接缝密合;t1+t2-根据钢筋直径和火焰热功率而定;F3-三次加压、镦粗成型
4.7.6 采用熔态气压焊时,焊接工艺应符合下列规定:
1 安装时,两钢筋端面之间应预留3mm~5mm间隙;
2 当采用氧液化石油气熔态气压焊时,应调整好火焰,适当增大氧气用量;
3 气压焊开始时,应首先使用中性焰加热,待钢筋端头至熔化状态,附着物随熔滴流走,端部呈凸状时,应加压,挤出熔化金属,并密合牢固。
4.7.7 在加热过程中,当在钢筋端面缝隙完全密合之前发生灭火中断现象时,应将钢筋取下重新打磨、安装,然后点燃火焰进行焊接。当灭火中断发生在钢筋端面缝隙完全密合之后,可继续加热加压。
4.7.8 在焊接生产中,焊工应自检,当发现焊接缺陷时,应查找原因,并采取措施,及时消除。