4.7 钢筋气压焊
4.7.1 气压焊用的多嘴环管加热器和加压器比较轻巧,能随意移动,故可在多种焊接位置进行施焊。
4.7.2 两种焊接工艺方法各有特点,例如,采用固态气压焊时,增加了两钢筋之间的结合面积,接头外形整齐;采用熔态气压焊时,简化了对钢筋端面的要求,操作简便。
4.7.3 液化石油气是油田开采或炼油工业中的副产品,它在常温常压下呈现气态,其主要成分是丙烷(C3H8),占50%~80%,其余是丁烷(C4H10),还有少量丙烯(C3H6)及丁烯(C4H8),为碳氢化合物组成的混合物。
液化石油气约在0.8MPa~1.5MPa压力下即变成液体,便于瓶装储存运输。
液化石油气与氧气混合燃烧的火焰温度为2200℃~2800℃,稍低于氧乙炔火焰。
来源于氧气瓶的氧与液化石油气瓶中丙烷的有效混合而燃烧,形成焰芯;并产生中间产物3CO+4H2(图8)。
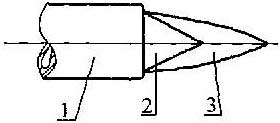
图8 氧液化石油气火焰
1-喷嘴;2-焰芯;3-外焰
从以上第一阶段燃烧反应式可以看出:一份丙烷需要从氧气瓶供给1.5份氧;一份丁烷需要2.0份氧。所以在氧液化石油气火焰调节时,若是中性焰,氧与液化石油气的比例应该是约1.7:1(质量比);实际施焊时,氧的比例还要高一些。
4.7.4 所有焊接设备各部件应坚固耐用,气管接头不得漏气,电气线路接触良好,自动控制系统反应灵敏,气瓶质量符合国家有关安全监察规程的规定。使用过程中,不得违规操作。
梅花状喷嘴中间有一个大孔,四周6个小孔(图9)。
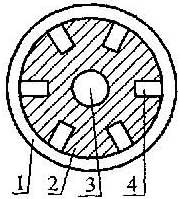
图9 梅花状喷嘴端面形状
1-紫铜;2-黄铜;3-大孔:4-小孔
4.7.5 当使用钢筋常温直角切断机断料时,由于陶瓷片高速切断,不产生高温,不产生氧化膜,不用打磨,端面平滑,因而可直接焊接。焊工操作液压开关;节省辅助工,提高工效。
当两钢筋直径不同时,应适当调整焊接工艺参数。
4.7.7 强调在钢筋端面缝隙完全密合之前,如果发生灭火中断现象,为了保证焊接质量,必须将钢筋取下,重新打磨、安装,然后点燃火焰进行焊接操作。
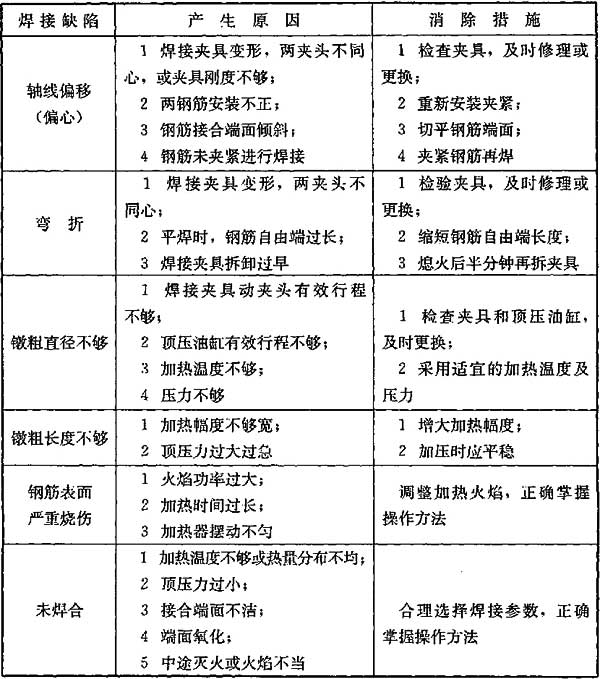
4.7.8 气压焊焊接缺陷及消除措施见表10。
表10 气压焊焊接缺陷及消除措施