13 涂 装
13.1 一般规定
13.1.8 规定构件表面防腐油漆的底层漆、中间漆和面层漆之间的搭配相互兼容,以及防腐油漆与防火涂料相互兼容,以保证涂装系统的质量。整个涂装体系的产品尽量来自于同一厂家,以保证涂装质量的可追溯性。
13.2 表面处理
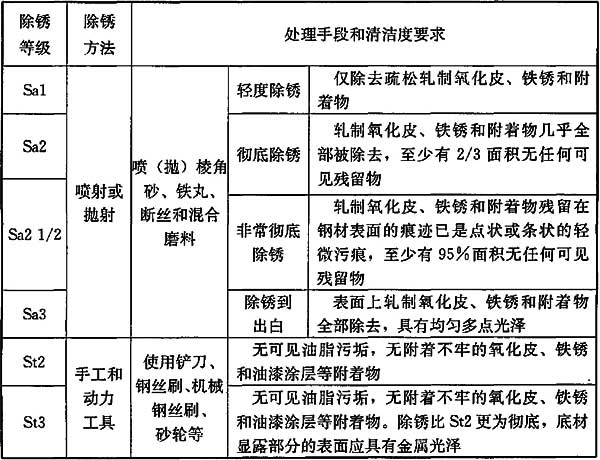
13.2.1 本条规定了构件表面处理的除锈方法,可根据表4选用。
表4 除锈等级和除锈方法
13.2.2 钢材表面的粗糙度对漆膜的附着力、防腐性能和使用寿命有较大的影响。粗糙度大,表面积也将增大,漆膜与钢材表面的附着力相应增强;但是,当粗糙度太大时,如漆膜用量一定时,则会造成漆膜厚度分布不均匀,特别是在波峰处的漆膜厚度往往低于设计要求,引起早期的锈蚀,另外,还常常在较深的波谷凹坑内截留住气泡,将成为漆膜起泡的根源。粗糙度太小,不利于附着力的提高。所以,本条提出对表面粗糙度的要求。表面粗糙度的大小取决于磨料粒度的大小、形状、材料和喷射速度、喷射压力、作用时间等工艺参数,其中以磨料粒度的大小对粗糙影响较大。
13.3 油漆防腐涂装
13.3.1 通常高压无气喷涂法涂装效果好、效率高,对大面积的涂装及施工条件允许的情况下应采用高压无气喷涂法,可参照《高压无气喷涂典型工艺》JB/T 9188执行;对于狭长、小面积以及复杂形状构件可采用涂刷法、手工滚涂法、空气喷涂法。
13.4 金属热喷涂
13.4.1 金属热喷涂工艺有火焰喷涂法、电弧喷涂法和等离子喷涂法等。由于环境条件和操作因素所限,目前工程上应用的热喷涂方法仍以火焰喷涂法为主。该方法用氧气和乙炔焰熔化金属丝,由压缩空气吹送至待喷涂结构表面,即为本条的气喷法。气喷法适用于热喷锌涂层,电喷涂法适用于热喷涂铝涂层,等离子喷涂法适用于喷涂耐腐蚀合金涂层。
13.5 热浸镀锌防腐
13.5.2 构件热浸镀锌时,减少热变形的措施有:
1 构件最大尺寸宜一次放入镀锌池;
2 封闭截面构件在两端开孔;
4 在构件角部应设置工艺孔,半径大于40mm;
5 构件的板厚应大于3.2mm。
13.6 防火涂装
13.6.6 薄涂型防火涂料的底涂层(或主涂层)宜采用重力式喷枪喷涂,局部修补和小面积施工时宜用手工抹涂,面层装饰涂料宜涂刷、喷涂或滚涂。厚涂型防火涂料宜采用压送式喷涂机喷涂,喷涂遍数、涂层厚度应根据施工要求确定,且须在前一遍干燥后喷涂。